小さな物も大きな物も長い物も研削加工はニード精研へ!!

株式会社ニード精研では
全研削(外研・内研・平研)を対応しています。
そのため各加工間で連携をとりながら高い精度を達成することができます。
最適な加工工程を組み、タイムロスを省き、柔軟な対応が可能です。
ニード精研が選ばれる3つの理由
高品質

全研削(外研・内研・平研)を対応しているため、
高精度を出すため、各工程面からベストな加工手順を考え、
多様化・高度化するお客様のニーズにお応えしています。
汎用盤での伝統技術と最新設備の自動制御を駆使して
日々、向上できるよう挑戦しています。
短納期

お客様のご希望に添えるよう、常にベストを尽くします。
社内で全研削を対応している点でも、加工を効率良く進めることでき
タイムロスを省くことができる秘訣です。
低コスト

実績・経験から培ってきた技術とノウハウ、
汎用設備の特性を活かしながら先端設備の性能を駆使し、
コストダウンへの弛まぬ努力を続けてまいります。
技術だけじゃない。私たちには、心と志があります。

AIやIoTの波には乗るが流されない技術
高品質・高精度に仕上げる上で非常に重要になる各要素
「工作物の形状による加工時の振れや癖」
「砥石・研削液のコンディション」
「温度や材質によって変化する削れ具合」
「砥石の回転スピードと材質の相性」
「磁気熱や研削熱による反りやひずみ」
これらは機械的感知や完全制御が難しく、熟練工の経験から得た人間感覚だけが
感知可能だと言っても過言ではないですが、今後はAIやIoTが発展し、
マシニングの加工精度があがり、機械制御で補える時代がくるかもしれません。
今後は、汎用研削盤(マニュアル)とNC研削盤(オート)の二刀流体制を強化し
人間ならではの経験・技術・感覚を合わせて、先端設備に
設計された性能以上の精度が出せる技術を探求していきます。
内径研削加工
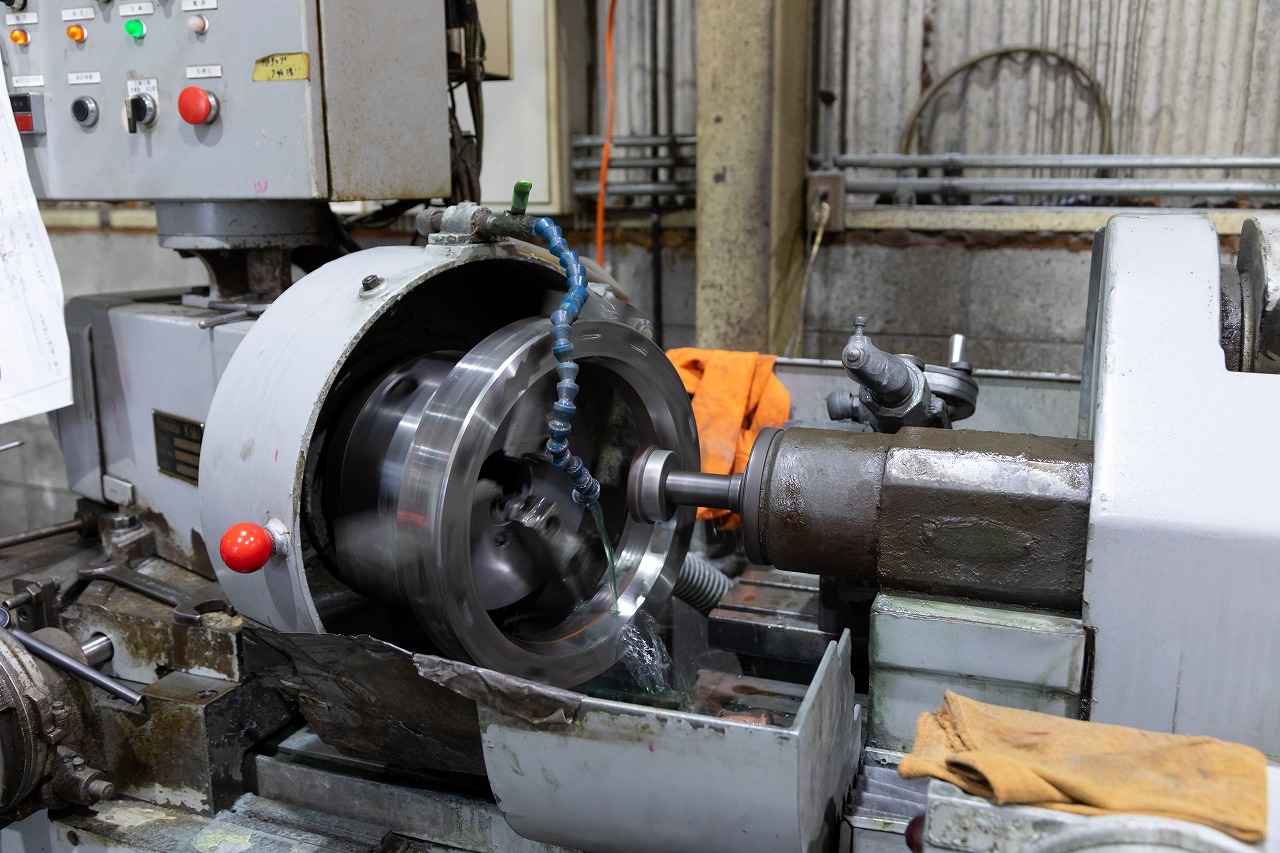
内面研削とは、穴の内面を研削する場合に、工作物を回転させ、
その穴に回転している砥石を挿入して研削する加工です。
内径の研削(内径研磨、内面研削、内径端面、穴研、IG)加工を承ります。
円筒研削(外径)加工済みの品物でも、ご遠慮なくご依頼ください。
■ 穴径 Φ10㎜~Φ500㎜
■ 精度 同軸度 2μ、平行度2μ、直角度 1μ
■ 面粗度 Ra0.2(材質により誤差あり)
平面研削加工

平面研削加工(平面加工)とは、砥石を用いて工作物の平面を研削する加工です。
平面研削加工は工作物の寸法公差を仕上げることはもちろん、
平面度や平行度、直角度等、指示された幾何公差を仕上げます。
ニード精研では汎用研削盤、CNC研削盤、ロータリー研削盤を用いて
多種多様な幅広い加工依頼を対応しています。
■ 角物最小 3x3xt1㎜
■ 角物最大 500x1000xH600㎜
■ 丸物最小 Φ3xt1㎜
■ 丸物最大 Φ900xH300㎜
■ 精 度 平面度 2μ、平行度2μ、直角度2~3μ
■ 面粗度 Ra 0.2(材質により誤差あり)
ロータリー平面研削
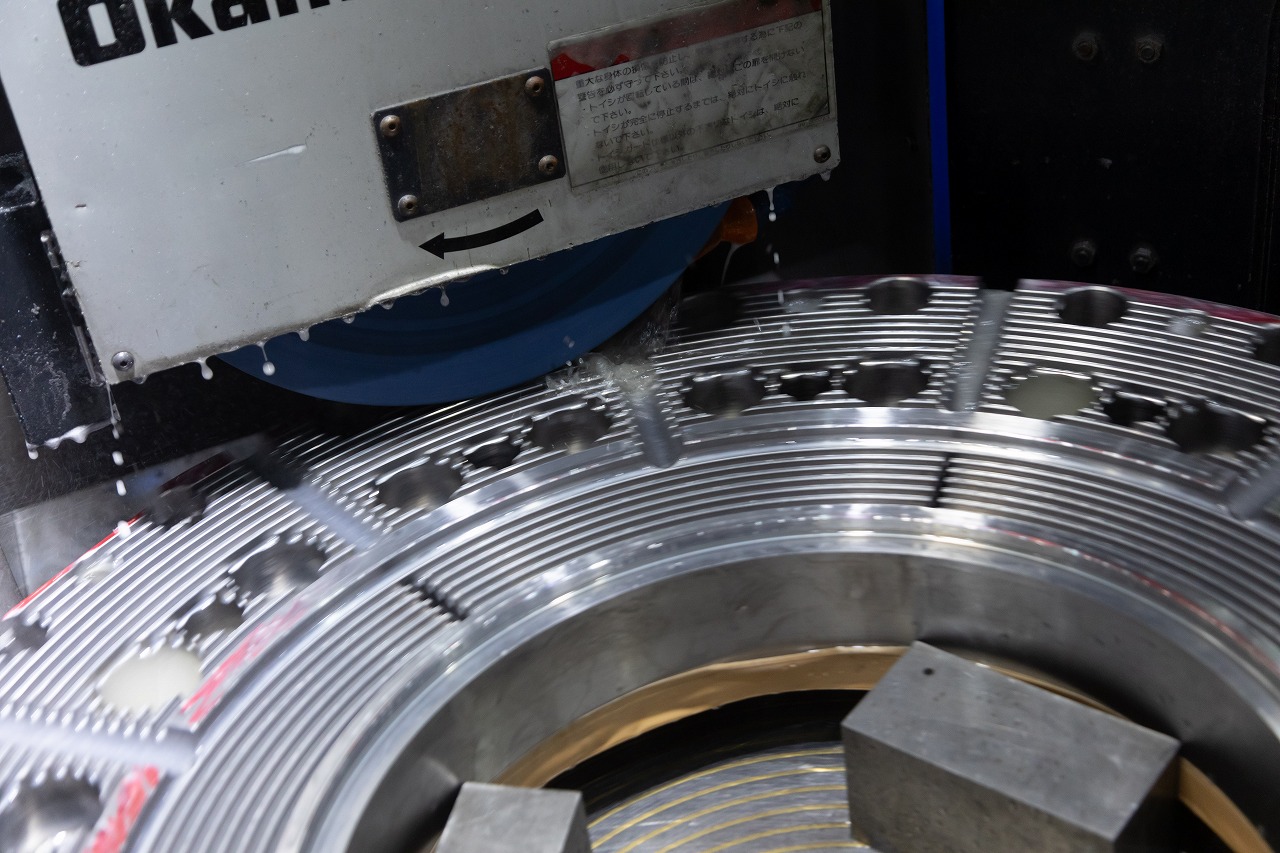
ロータリー平面研削加工とは、砥石を用いて、工作物の平面を研削する加工のうち
回転マグネットテーブルを用いて行う研削加工です。
0.1μm送りを実現する独自の制御装置で、構造的に、段あり丸物の下段のみ加工が
可能であったり、特殊な加工にも適しています。
厚みは1㎜~300㎜、最大直径Φ920㎜までの加工が可能です。